سیم برش الماسه نوعی سیم بکسل فولادی می باشد که در سایز و با مشخصات مکانیکی ویژه ای در کارخانجات و معادن سنگ مورد استفاده قرار می گیرد. در واقع برش زدن ابعاد بزرگ سنگ های معدنی برای کاربری های مختلف مانند سنگ های ساختمانی که از جنس های مختلفی مانند تراورتن و یا از جنس سخت گرانیت تولید می شود با دستگاه های فرز سنگ بری معمولی میسر نبوده و عملیات برش کاری با سیم برش الماسه صورت می پذیرد. در این کاربری سطح سیم برش الماسه بصورت مستقیم در برش و در تماس با سنگ قرار نمیگیرد بلکه از حلقه های الماسه با طراحی خاص در فواصل کم بصورت قفل شده در یک مکان بر روی سطح سیم برش الماسه استفاده می شود که در حرکت رفت و برگشتی سیم برش بر روی سطح سنگ سایش پیدا کرده و با برداشتن لایه به تدریج سبب برش و تکه شدن سنگ می شود. با توجه به این امر که برای داشتن حداکثر راندمان در هر بار سایش این حلقه های الماسه می بایست با تنش بالایی با سطح سنگ تماس پیدا کنند سیم برش الماسه تحت تنش بالایی قرار داشته و کیفیت فراوری فلز و تنسایل فولادی بکار گرفته شده در ساختار سیم برش الماسه از اهمیت بالایی برخوردار است.
سیم برش الماسه نوعی سیم بکسل فولادی می باشد که در سایز و با مشخصات مکانیکی ویژه ای در کارخانجات و معادن سنگ مورد استفاده قرار می گیرد. در واقع برش زدن ابعاد بزرگ سنگ های معدنی برای کاربری های مختلف مانند سنگ های ساختمانی که از جنس های مختلفی مانند تراورتن و یا از جنس سخت گرانیت تولید می شود با دستگاه های فرز سنگ بری معمولی میسر نبوده و عملیات برش کاری با سیم برش الماسه صورت می پذیرد. در این کاربری سطح سیم برش الماسه بصورت مستقیم در برش و در تماس با سنگ قرار نمیگیرد بلکه از حلقه های الماسه با طراحی خاص در فواصل کم بصورت قفل شده در یک مکان بر روی سطح سیم برش الماسه استفاده می شود که در حرکت رفت و برگشتی سیم برش بر روی سطح سنگ سایش پیدا کرده و با برداشتن لایه به تدریج سبب برش و تکه شدن سنگ می شود. با توجه به این امر که برای داشتن حداکثر راندمان در هر بار سایش این حلقه های الماسه می بایست با تنش بالایی با سطح سنگ تماس پیدا کنند سیم برش الماسه تحت تنش بالایی قرار داشته و کیفیت فراوری فلز و تنسایل فولادی بکار گرفته شده در ساختار سیم برش الماسه از اهمیت بالایی برخوردار است.
پروفیل مفتول های بکار گرفته شده در ساختار سیم برش الماسه در قسمت بیرونی بر روی استرند های بیرونی دارای قوص اندکی بوده و به شکل تخت دیده می شوند. این نوع ساختار سیم برش الماسه را با کامپکت Compact می شناسند که از سایش سطحی مفتول ها جلوگیری کرده و طول عمر کاری سیم برش الماسه را افزایش می دهد. از ساختار 6X7WSC که متشکل از 6 استرند و 7 مفتول در هر استرند می شود در تولید سیم برش الماسه استفاده شده و اغلب قطر نهایی آنها 4.8 میلیمتر بصورت استاندارد برای برش سنگ و بر همین مبنا نیز قطر حلقه های برش سنگ تولید می شود. تنسایل مقاومت کشی سیم برش الماسه 1960 نیوتن بر میلیمتر مربع N/mm2 می باشد که درجه بالایی از سختی در مقایسه با بسیاری از سیم بکسل ها با کاربری ساده را دارد که با بالا بردن درصد کربن و عملیات ویژه حرارتی در جهت بهبود قرارگیری بردار های داخلی مفتول های سیم برش الماسه صورت پذیرفته است.
بازرگانی جنرال بکسل سیم برش الماسه را با برند یوشا مارتین Usha-Martin که محصولی تولید شده تحت استاندارد صنایع کشور انگیس و با کارخانجاتی متمرکز در هند می باشد عرضه می کند. سیم برش الماسه بر روی قرقره هایی با متراژ استاندارد 1000 متر که هر قرقره دارای وزن خالص 103.7 کیلوگرم متشکل از سیم برش الماسه کامپکت یوشامارتین می باشد. قرقره های مخصوص سیم برش الماسه یوشامارتین هر یک دارای پلاک های فلزی همراه با کلیه اطلاعات فنی محصول می باشند.
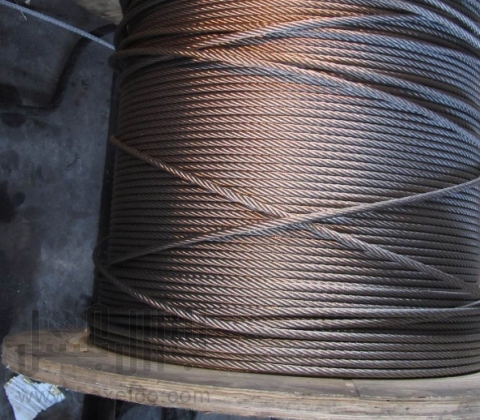 سیم برش الماسه 4.8 یوشامارتین
سیم برش الماسه 4.8 یوشامارتینهمانطور که در بالا قید شد تنسایل سیم برش الماسه یوشامارتین برابر با 1960 نیوتن بر میلیمتر مربع N/mm2 می باشد که دیمانسیونی معادل با مگاپاسکال می باشد. اما مفهوم این تنسایل این است که این سیم برش الماسه به ازای هر میلیمتر مربع از سطح مقطع خود قابلیت لیفتینگ 196 کیلوگرم اما نه در حالت امن بلکه در مرحله ای که به پارگی می رسد دارد. از آنجایی که اغلب در مورد سیم بکسل ها بار امن را تا 30% کل بار تنسایل معرفی می کنند سیم برش الماسه نیز در تنسایل 1960 نیوتن بر میلیمتر مربع می تواند بطور امن به ازای هر میلیمتر مربع از سطح مقطع باری برابر با 65 کیلوگرم را بصورت آویر تحمل نماید. با توجه به اینکه طبق روابط ریاضیاتی مساحت یک سطح مقطع دایره ای از معادله πr2 بدست می آید بنابراین سطح مقطع سیم برش الماسه با قطر 4.8 میلیمتر برابر با 3.14*4.8*4.8 یعنی برابر با 72 میلیمتر مربع می باشد. البته بر حسب کاربری ضرایب امنیتی متنوعی نیز می توان در معاله تحلیلی بار سیم برش الماسه دخیل نمود.
سرعت خطی حرکت سیم برش الماسه باید با توجه به ویژگی های مختلف سنگ متفاوت باشد. با توجه به تجربه سال، برای گرانیت: 18-30m/s،برای سنگ مرمر: 30-40m/s، برای بتن:15-25m/s. تنش مناسب مورد نیاز است در هنگام برش, بیش از حد قوی خواهد شد سیم الماس اره شکسته, در حالی که بیش از حد خواهد شد برش بهره وری پایین تر. مشتریان می توانند سرعت خط مناسب و تنش با توجه به تجربه را انتخاب کنید تا مطمئن شوید که بهترین بهره وری برش و برش عمر سیم الماس. بهتر است هر چهار ساعت یک بار ماشین را متوقف کنید و سیم برش الماسه را بررسی کنید. اگر مهره های الماس شکسته بودند، سیم degums و یا هر گونه مشکلات دیگر، لطفا قطع و اتصال مجدد طناب سیم برای جلوگیری از شکست جزئی باعث شکسته شدن تمام سیم برش الماس. این لحظه، همانطور که در بالای NO.2 ذکر شد، سیم برش الماسه را قبل از اتصال باد خواهد کرد مهره ها در جهت محوری خود می چرخند و از برش آن فقط همیشه در آن طرف بر روی سنگ جلوگیری می کنند. سیم برش الماسه نیاز به آب کافی برای خنک کردن در حالی که برش, و برش خشک و یا آب کمتر خواهد شد سیم برش الماسه شکسته. اما، آب بیشتری نامناسب است، که مقاومتی را در برابر سیم قرار خواهد داد، و باعث بالا رفتن جریان الکتریکی خواهد شد و کارایی برش را پایین تر می کند. مطمئن شوید که دو انتهای افراطی سیم برش الماسه به خوبی آماده به عنوان قبلا توصیف شده و آنها کاملا در داخل مفصل جا. اجازه ندهید که هیچ آب و گلی بین مفصل و سیم وارد شود. در غیر این صورت باعث شکستن در سیم برش الماسه پس از تنها چند دقیقه برش می شود.
سیم برش الماسه ابزار برش برای سنگ (سنگ مرمر، گرانیت و غیره)، بتن و جایگزین اره به طور کلی 1-5 است. آنها از یک کابل فولاد ضد زنگ AISI 316 تشکیل شده است که بر روی آن حلقه الماسه الماس رنگی با 10 تا 12 میلی متر در قطر فاصله 25 میلی متر بین هر یک مونتاژ شده است. عملیات اسلابی با یک پولک رانده شده همراه با موتوری انجام می شود که چرخش سیم برش الماسه را ترویج می کند. سیم از سوراخ های سیاره ای که قبلاً در سنگ ساخته شده بود عبور می کند و کشش تحمیل شده به سیم توسط موتوری که بر روی مسیرهای پیاده روی نصب شده است، همراه با سیستم برش ساخته می شود. بهره گیری از این تکنولوژی slabbing در سراسر جهان به دلیل مزایای آن بر روی تکنیک های دیگر گسترش یافته است.
اره های خطی و دایره ای، چرخ های آسیا ابزار برش الماس هستند که در سنگ های اسلابی، برش، و صیقل دادن سنگ های ابعاد، مواد سرامیکی و فلزات غیر آهنی به طور کلی ۶ مورد استفاده قرار می گیرند. طیف گسترده ای از انواع مواد مورد استفاده در ساخت این ابزارها وجود دارد، اما بیشترین میزان کاربری، کریستال های ماتریکسی دیاموند پیوند فلزی سیستم است7. الماس ها از دو طریق الکتروداژ یا سونترینگ در ماتریس فلزی آغشته می شوند. در ابزارهای الکترودپوسیت شده تنها یک تک رنگ الماس در سطح ابزار وجود دارد، در حالی که آنهایی که sintered کریستال های الماس توزیع شده به فله و در سطح ابزارها را نشان می دهند، و ارزان تر و آسان تر برای پردازش است. به این معنا ابزارهای برش الماس انترد معمول تر ۷٬۸ هستند.
انتخاب ماتریس فلزی بر اساس ساینده بودن ماده برای بریدن یا صیقل دادن با بکارگیری سیم برش الماسه است. برای مواد بسیار ساینده مانند بتن، SiC، Si3N4، Al2O3، از پیوند تنگستن استفاده می شود. پیوند کبالت در برش موادی که سایش آن ها شبیه گرانیت ها است به کار گرفته می شود. برنز، پیوند کبالت و از آلایی های آن برای سنگ مرمر استفاده می شود. پیوندهای برنجی، برنزی یا مسی در برش سرامیک ها، عینک ها، و فلزات غیر آهنی۷ به کار گرفته می شوند.
sintering است که به طور معمول با فشار دادن داغ انجام شده است. در این حالت پودر یا بدنه سبز (به شکل مورد نظر) در همان زمان که در آن به قالب فشرده می شود، تسلیم می شود. یک مثال کلاسیک توسط Contardi9 انجام می شود، توضیح روشی برای پردازش سیم برش الماسه برای برش سیم ها، جایی که پیوند ماتریس فلزی + مخلوط کریستال های الماس در سوراخ های یک قالب گرافیت محصور شده است. این قالب در یک محفظه کوره خلاء مقاومتی همراه با یک مطبوعات قرار داده شده است. مشت مطبوعات انجام جریان برای بدن سبز sintering، در همان زمان که آنها را به سوراخ قالب فشار دهید. بهره وری بالا است، حدود ۹۶۰ حلقه الماسه در هر ۸ ساعت.